
How Russia Learned to Make a Shahed
Revisiting the Leaked Alabuga Documents

Since the war with Iran began, I have been asked many questions about Iranian drones and how they are produced. There is now a substantial body of reporting, technical analysis, and battlefield recovery work on the Shahed-136 and its derivatives. But one of the most revealing sources of insight into how these systems are actually built comes from the leaked Alabuga drone documents. These materials emerged through investigative reporting on the Russian drone production facility in the Alabuga Special Economic Zone in Tatarstan, where Moscow began domestic manufacturing of the Shahed after acquiring the system from Iran.
The broader context is a technology transfer agreement between Iran and Russia that began after Russia’s full-scale invasion of Ukraine in 2022. Rather than simply exporting finished drones, Iran agreed to supply Russia with complete systems, assembly kits, engineering documentation, and training that would allow Russian industry to eventually produce the drone locally. According to reporting based on internal project documents and Western intelligence assessments, Iran initially delivered hundreds of complete drones and disassembled kits, while the long-term plan called for Russia to build several thousand drones domestically. Early project documents reportedly set a production target of roughly 6,000 Shahed-type drones over several years, with the expectation that Russia would gradually localize production and reduce reliance on Iranian-supplied components.
The Alabuga facility became the centerpiece of this effort. Satellite imagery and reporting showed the site expanding rapidly as new industrial buildings were constructed to support drone manufacturing. The project involved hundreds of workers and technicians, including individuals trained in Iran on the assembly and manufacturing process. Over time, Russia’s goal was to fully absorb the production process, allowing the Geran-2 to be produced at scale inside Russia—something they have achieved today.
I write at greater length about the historical evolution of Iran-Russia defense cooperation in my book, but the most interesting document from the Alabuga leaks is a 241-slide PowerPoint presentation that lays out the manufacturing process in remarkable detail. The presentation is titled “Motor Boat Production Technology” (Технология производства моторной лодки), a cover label that appears to have been used to disguise the nature of the project. In reality, the slides function as a complete step-by-step guide to building a Shahed airframe, covering everything from mold preparation and composite fabrication to structural assembly, fuel-system installation, painting, and final balance testing.
Before walking through what the document shows, it is important to include an important caveat. The drones Russia now fields under the Geran designation are not necessarily identical to the original Iranian Shahed-136. Over the course of the war in Ukraine, Russian engineers have modified the system in several ways. These changes reportedly include improved satellite navigation modules tied to Russia’s GLONASS system, redesigned anti-jamming antennas, replacement of some Western commercial electronics with Russian components, and experiments with different warhead configurations, including heavier payloads. Some recovered drones have also shown differences in internal wiring layouts, electronics placement, and structural reinforcement compared with early Iranian models.
This matters for interpreting the leaked manual because the slides likely reflect the baseline Iranian production process that was transferred to Russia during the initial phase of cooperation. The Geran-2 drones currently used in Ukraine include modifications that go beyond what is described in the original. At the same time, there are indications that Iran may have incorporated some lessons from Russia’s wartime adaptations in this current war but confirming this remains difficult. We have not yet been able to conduct systematic debris analysis of newly produced Iranian drones that would show whether those upgrades have fed back into Iranian production lines.
With that caveat in mind, this is how Russia learned how to manufacture a Shahed.
Shahed 101
The process begins with preparing molds for each structural component of the drone, including the nose cone, fuselage panels, access hatches, vertical fins, and structural elements. Workers are instructed to clean the mold surfaces thoroughly, removing dust, debris, and resin residue. In one section describing the production of the nose cone, the manual instructs technicians to “clean the mold surface of dust and contamination and blow it with compressed air,” removing any resin overflow with a scraper without damaging the working surface. If cracks or chips appear in the mold, workers repair them with filler materials before continuing.

Once the mold surface is clean, technicians apply a release compound to prevent the composite structure from sticking during curing. The instructions specify applying the release agent, waiting 15 minutes, and then polishing it until the surface becomes smooth and glossy. In cases where a mold is used for the first time, the procedure must be repeated at least three times. Protective tape is then applied to mold flanges to prevent resin contamination during the forming process.
The next stage involves preparing the composite materials themselves. The manual instructs workers to cut fiberglass and carbon-fiber fabrics according to engineering templates. For example, the nose cone assembly requires fiberglass fabric RE100 and carbon fabric RC200, which are cut according to specific engineering drawings referenced in the document. Workers perform the cutting on a worktable using knives or cutting tools, ensuring that each layer matches the geometry required for the component.
Once the fabrics are prepared, technicians mix the epoxy binder that will hold the composite layers together. The slides specify a two-component epoxy system consisting of CR122 resin and CH122-5 hardener, mixed in a 100:30 ratio by weight. The total amount of resin is determined by the mass of the composite fabrics, with the document recommending a roughly 1:1 ratio between resin and fabric weight to ensure proper saturation.
After mixing the resin, workers begin the composite layup process. A thin layer of epoxy binder is first brushed onto the mold surface. The manual then instructs technicians to “place the cut glass fabric RE100 into the mold and impregnate it with epoxy binder using a brush or spatula.” The resin must be evenly distributed throughout the material. After the fiberglass layer is saturated, workers place a layer of carbon fabric RC200 (or its equivalent XC200) on top of it. Additional reinforcement strips made from unidirectional carbon fabric (UTC200) are placed in specific areas to strengthen the structure.
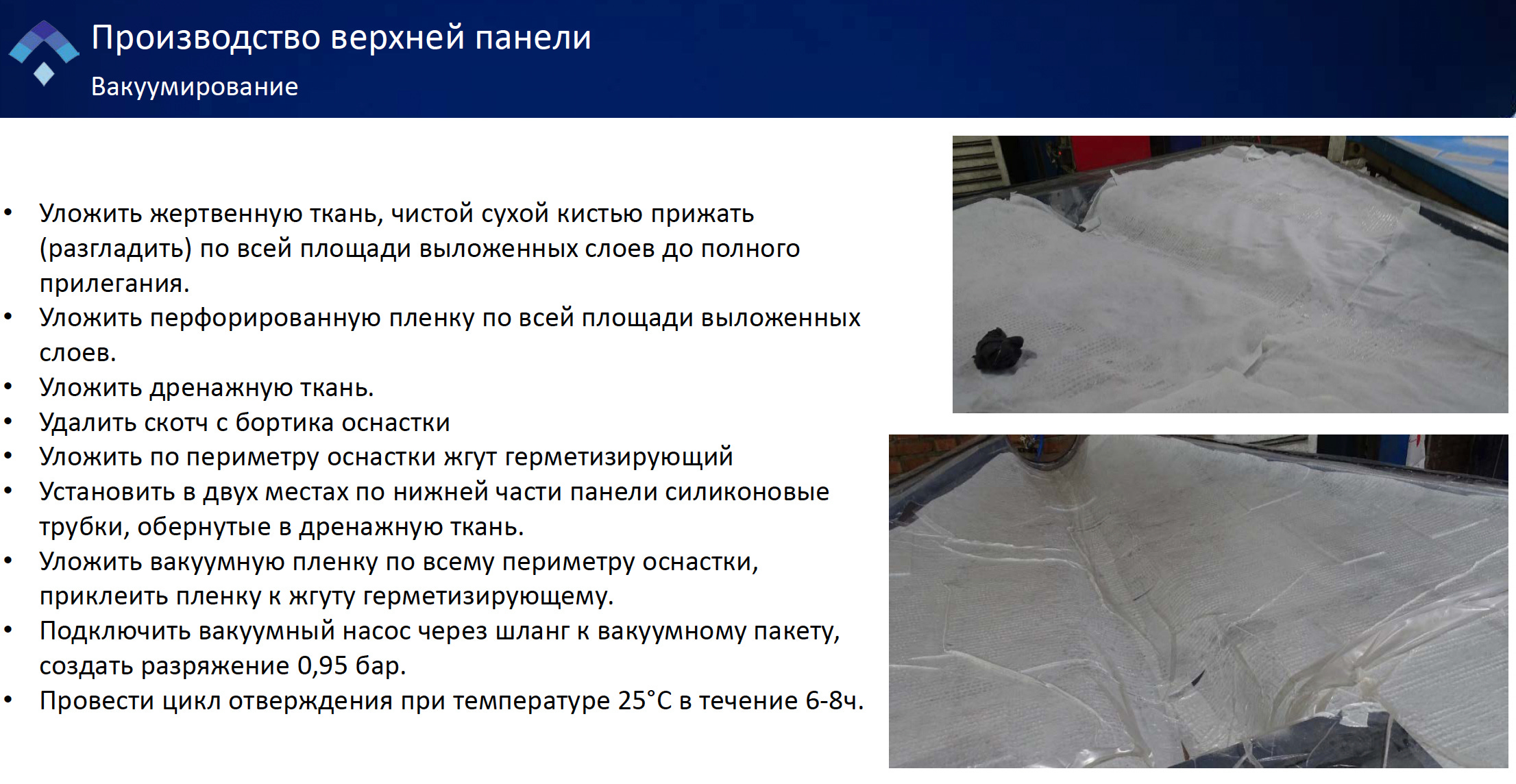
Once the composite layers are arranged, the part undergoes vacuum curing. Several layers of materials are added on top of the composite stack, including peel-ply fabric, perforated film, and drainage cloth. The assembly is then sealed inside a vacuum bag and connected to a pump that removes air from the system. This process compresses the composite layers while the resin cures. The slides specify a curing cycle at approximately 25C for 6–8 hours, allowing the resin to harden and form a rigid composite structure.
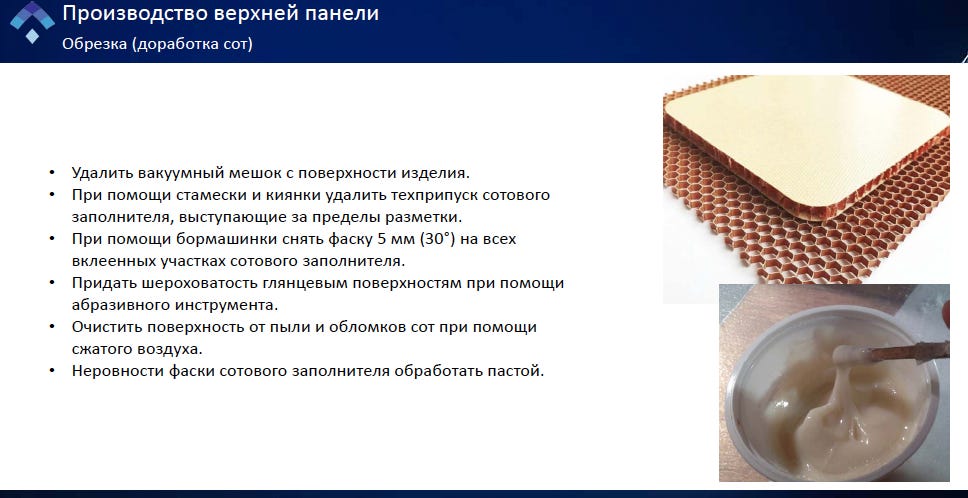
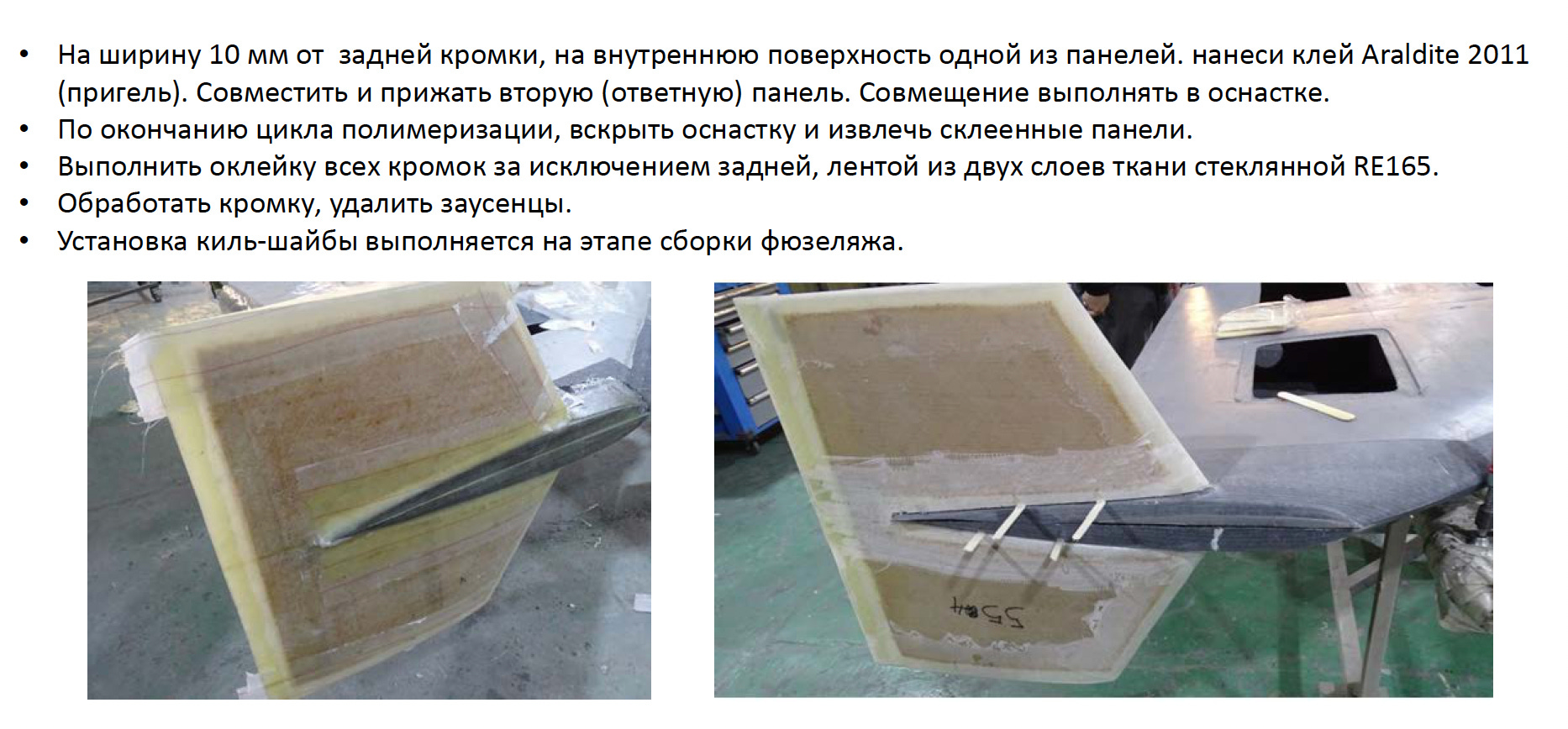
Many of the drone’s large structural components use sandwich construction to increase stiffness while minimizing weight. After the first composite skin is cured, workers cut and install a 5-millimeter honeycomb core in designated areas. The honeycomb is bonded using adhesives such as Araldite 2011 mixed with aerosil, and the structure is vacuum-bagged again before additional composite layers are applied on top.
Then, the factory produces the major structural parts of the airframe, including the upper and lower fuselage panels, vertical stabilizers (referred to as “keel washers”), access hatches, and internal structural elements such as spars and ribs. After curing, each component is removed from the mold and trimmed using power tools to remove excess material. The document even specifies weight targets for some components. For example, the completed lower fuselage panel is expected to weigh approximately 8,500 grams ±200 grams, while the full set of internal spars and ribs is expected to weigh around 6,000 grams ±200 grams.
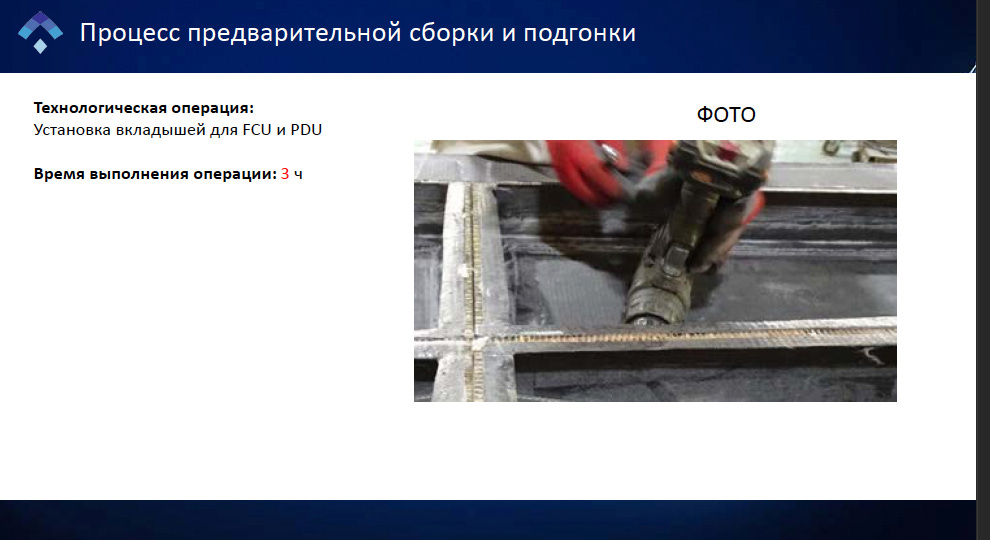
After the structural components are produced, the process moves to airframe assembly. Internal spars and ribs are aligned inside the fuselage using laser tools, with tolerances as tight as 0.1 degrees from vertical alignment. The structural frame is bonded into the fuselage shell using epoxy adhesives and reinforced with additional composite strips. Workers then install the fuel tank, fuel lines, and mounting brackets for electronic components.

The manual also describes integrating internal systems such as the fuel tank, wiring channels, avionics mounting points, and control linkages. Control surfaces such as elevons are cut from the composite wing panels and reinforced before installation. Fuel system components are then installed inside the fuselage.
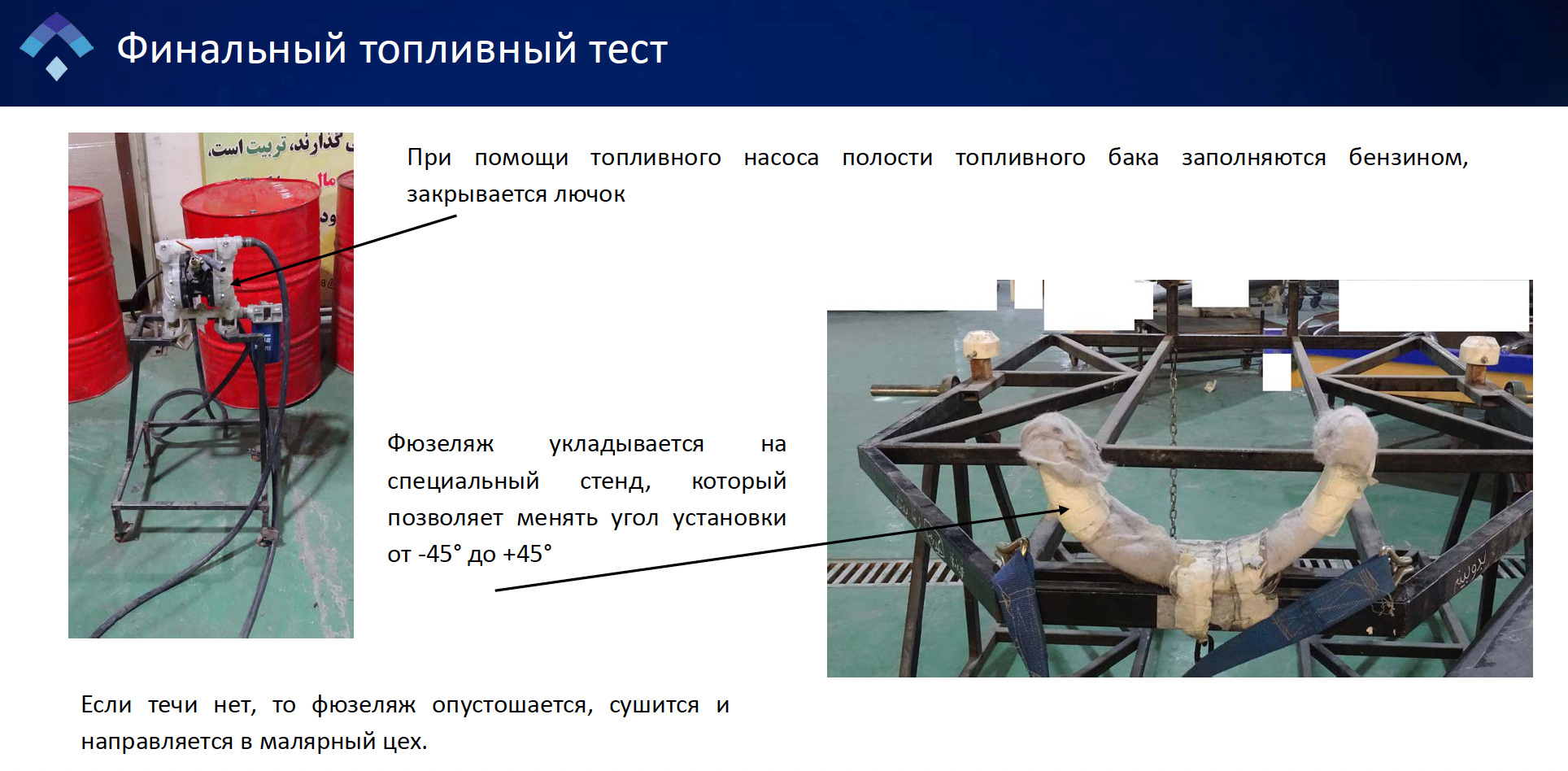
After assembly is complete, the drone undergoes a post-curing cycle at 60–70C for approximately eight hours, allowing the epoxy resin to reach its maximum strength and relieving internal stresses within the composite structure. The fuel tank is then filled with gasoline and tested for leaks.
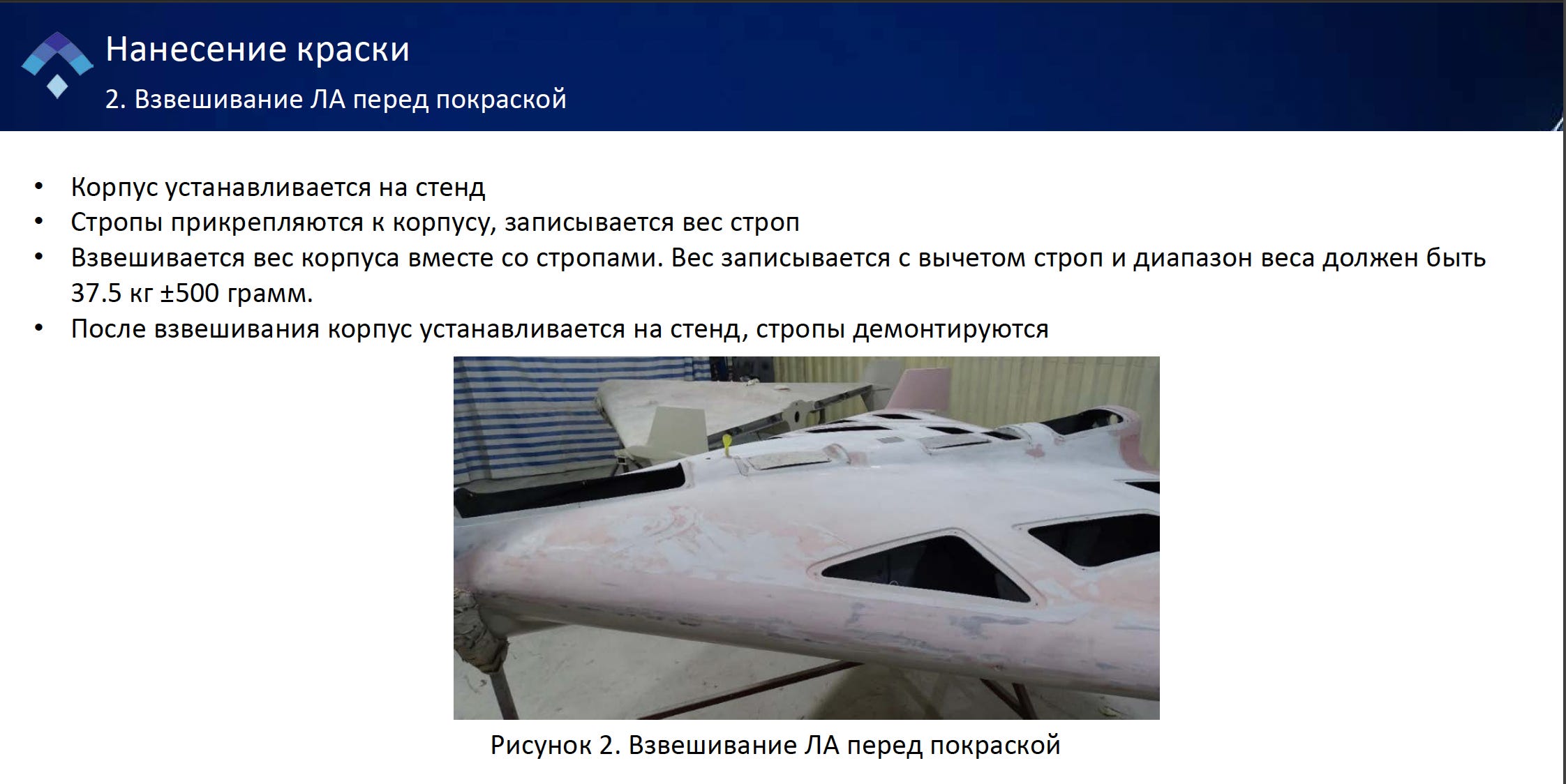
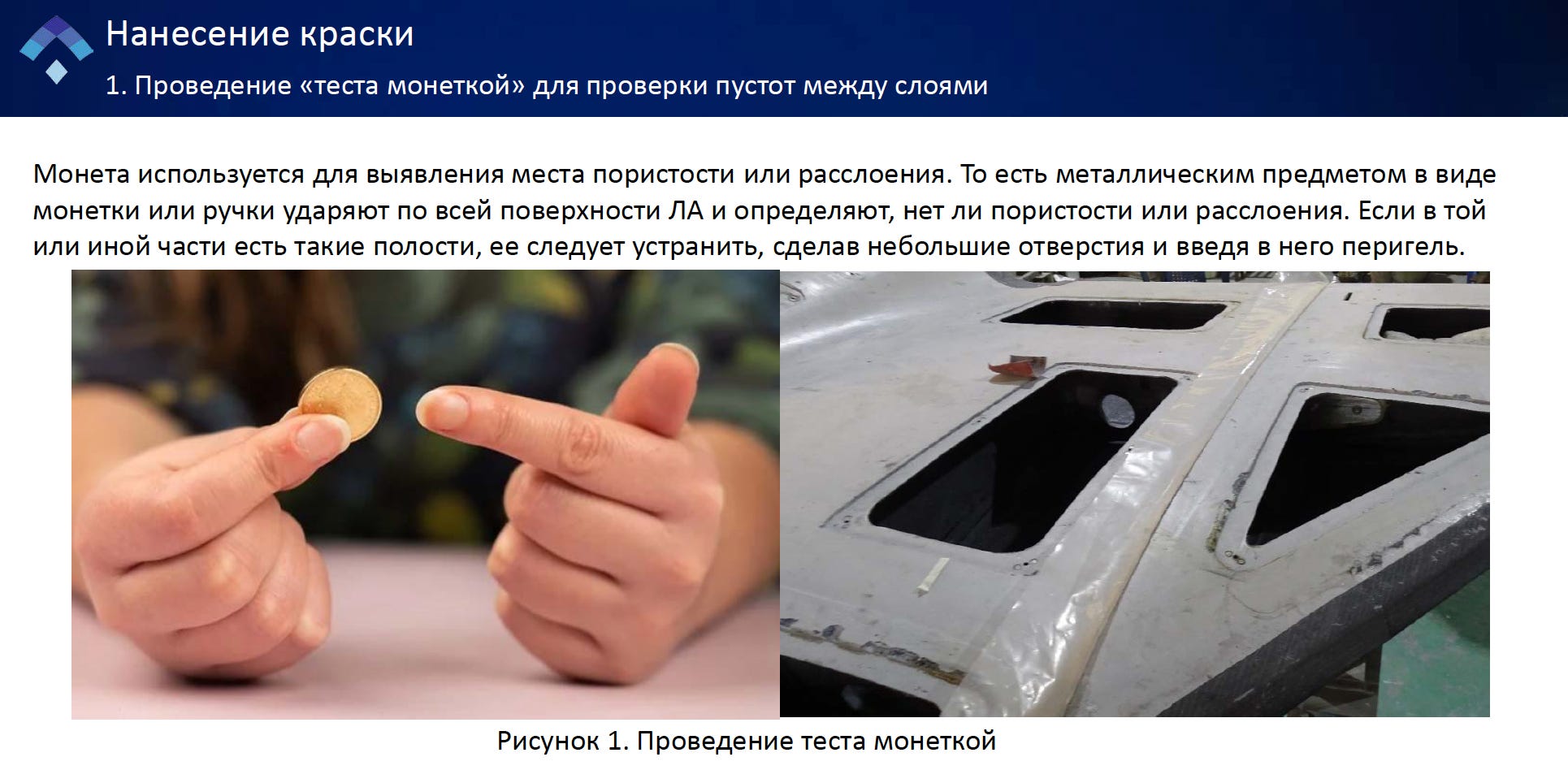
The final stages involve finishing and quality control. The manual describes performing a “coin test,” where technicians tap the surface with a metal object to detect internal voids or delamination. If defects are found, resin is injected to repair them. The airframe is then sanded, filled, and painted. Before and after painting, the drone is weighed, with the document specifying a final weight of approximately 37.5 kilograms ±500 grams.
The last step is balance testing. The drone is suspended from a bracket while technicians measure pitch and roll angles using lasers and inclinometers. These measurements are taken both with an empty fuel tank and with a full tank to ensure the aircraft maintains the correct center of gravity in operational conditions.
What the leaked Alabuga documents ultimately show is that the Shahed is not some improvised weapon assembled in garages, as it is sometimes portrayed. The slides lay out a structured manufacturing process that looks much closer to small-aircraft production than to ad hoc weapons assembly. Step by step, the manual walks through how the airframe is built from fiberglass and carbon-fiber composites using molds, vacuum curing, honeycomb reinforcement, and modular assembly. Workers clean and prepare molds, cut fiberglass and carbon fabrics to templates, mix epoxy resin in precise ratios, lay up composite layers, vacuum-bag and cure them, and then trim, assemble, and test the resulting components.
Now, as there is increasing speculation about how many drones Iran currently has, how quickly it can produce them, and what it may have learned from Russia’s wartime use of the Geran, these documents are particularly valuable for grounding those debates in something more concrete. The documents do not answer every question about Iran’s current stockpile or output, but it provides a rare window into the baseline manufacturing model that makes large-scale production possible in the first place.